Know Your Part Before You Start! How to Assess What You Are Starting With Before Powder Coating Prep Begins.
By: Columbia Coatings Staff
Published: June 18, 2026
Related Posts & Articles
By: Columbia Coatings Staff
Published: July 2, 2026
Outgassing in Powder Coating When Surface Cleaning Is Not Enough You cleaned the part. You may have cleaned it twice. The degreaser bath was at concentration, the temperature was right,…

By: Columbia Coatings Staff
Published: July 2, 2026
Stage 2: Strip One Uses Chemistry. One Uses Force. Choosing Wrong Costs You Parts. If you read the Know Your Part article, you know that not every part starts at…

By: Columbia Coatings Staff
Published: June 29, 2026
Every Method for Getting There and the Chemistry That Makes the Difference The four-stage prep system starts here. Before stripping. Before conversion. Before anything else touches the part. Stage 1…

By: Columbia Coatings Staff
Published: June 18, 2026
You know the four stages of prep: Clean, Strip, Convert, Repair and Protect. That is the system. Every durable coating job moves through some combination of those stages, but you…
By: Columbia Coatings Staff
Published: June 10, 2026
Most powder coating failures start before powder is ever sprayed. Fish eyes, peeling, adhesion problems, they trace back to the prep line, not the booth. This article breaks down the…

By: Columbia Coatings Staff
Published: June 2, 2026
Welcome to our Frequently Asked Questions page! This resource is designed to evolve alongside our progress and community needs. We’ll be updating this page regularly with new information and answers,…
By: Columbia Coatings Staff
Published: May 17, 2026
This guide is written for coaters who want to understand what’s actually happening when wrinkle powder cures, and how to control it. If you’ve sprayed wrinkle and gotten inconsistent results,…

By: Columbia Coatings Staff
Published: May 7, 2026
ATTENTION: Powder is VERY heat sensitive. Due to the high heat index, Columbia Coatings recommends selecting an expedited shipping method for your powder deliveries in order to preserve the quality of your powder.…

By: Columbia Coatings Staff
Published: April 22, 2026
Level Up Your Shop: The Columbia Coatings Rewards Breakdown! Stop just buying, start earning. At Columbia Coatings, we know you’re putting in the work to get that perfect finish. Whether…

By: Columbia Coatings Staff
Published: February 11, 2025
While primers are not required for all projects, they can serve as a foundation for subsequent topcoats by providing improved adhesion and corrosion resistance. Available in two primary chemistries, epoxy…
You know the four stages of prep: Clean, Strip, Convert, Repair and Protect. That is the system. Every durable coating job moves through some combination of those stages, but you should always know your part before you start.
Every part that lands in your shop is telling you something. New fabricated steel is telling you one thing, a restoration job with three layers of old paint is telling you something different, and a rusty trailer frame that has been sitting outside for two years is telling you something else entirely.
The mistake some coaters make is treating every part the same way: same process, same chemicals, same sequence, regardless of what condition the part is in when it arrives. That works until it doesn’t, and when it stops working, the failure is hard to diagnose because the operator followed the process. The process just was not the right one for that part.
This article is about reading the part before you start. What to look for, what each starting condition means for your prep path, and why the first five minutes of assessment saves hours of rework later.
Why the First Five Minutes Matter
One of the survey responses we received during the Prep Like a Pro Industry survey said it better than we could:
“I do a little of everything so I approach each job differently. Something rusty or dirty is treated differently than new material. Not evaluating the material or treating everything the same would be my guess.”
That operator has the instinct. They assess each job before they start, but not every shop does.
When a shop runs every part through the same process, two things happen: Parts that need more steps do not get them, and those parts fail. Parts that do not need certain steps still go through them, which wastes time, materials and money.
Assessment takes five minutes. It answers three questions:
1. What condition is the part in? New, coated, rusty, welded or some combination.
2. What substrate is it? Steel, aluminum, magnesium, zinc, galvanized or mixed.
3. What is on the surface right now? Cutting oil, shop grease, old paint, old powder, rust, mill scale, or nothing visible.
The answers to those three questions determine which path the part takes through the prep stages. Not every part takes the same path. But every path starts with the same first step: Clean.
Three Starting Conditions You May See Before You Powder Coat
Most parts that come into a powder coating shop fall into one of three starting conditions. Each one has a different prep path. All three paths start with degreasing and all three converge at the same point: conversion coating.
Here are the Conditions:
Condition 1: New Raw Metal
The part is new. It’s fabricated, laser-cut, machined or purchased from a supplier. There is no existing coating on it. It may look clean, but it’s not.
New metal carries contamination from the manufacturing process like:
- Cutting oil from machining.
- Forming lubricant from bending or stamping.
- Handling residue from every person who touched it between fabrication and your shop.
- Protective coatings applied by the mill or distributor to prevent oxidation during shipping.
Some new metal also has mill scale, the dark oxide layer that forms on hot-rolled steel during manufacturing. Mill scale looks stable, but it’s not. Powder coating over mill scale has a higher probability of peeling because the scale itself can let go of the steel underneath.
New raw metal is the simplest path through the prep stages. The mistake shops make on this path is assuming that because the part is new, it is clean.
New does not mean clean.
Condition 2: Coated or Painted Part
The part has an existing finish on it. It has an old powder coat, old paint, primer, epoxy or a coating that failed and needs to come off so a new one can go on. This is the most common path for restoration work, rework and customer-submitted recoat jobs.
The critical thing to understand about coated parts: the existing coating has contamination on top of it: grease, handling residue, road grime, environmental dirt, etc. If you strip or blast without removing that contamination first, it ends up in your blast cabinet or strip tank, then it ends up on the next part.
Condition 3: Old Rusty Metal
The part has been in service, stored outside or left exposed to the elements long enough to develop surface oxidation. It may also have remnants of an old coating underneath the rust, or heavy buildup of road grime, grease and environmental contamination.
Rusty metal is the most complex path because it often involves multiple types of contamination layered on top of each other: surface contamination (grease, dirt), oxidation (rust), and sometimes an old coating. Each layer needs to be addressed in the right order.
The rusty metal path has the most steps and the most places where a missed step causes problems downstream. The double-degrease requirement after rust removal is the detail that catches shops off guard. The first degrease removes surface contamination before rust removal. The second degrease removes chemical residue after rust removal. Both are necessary for the conversion coating to work properly.
Substrate Changes the Rules for Powder Coating
The three starting conditions tell you the path. The substrate tells you the chemistry.
Steel is the most forgiving substrate. Most degreasers, strippers and conversion coatings are formulated primarily for steel. The margin for error is wider on concentration, dwell time and temperature.
Aluminum is sensitive to pH. Strong alkaline degreasers can etch aluminum if concentration or dwell time is off. Strippers that work on steel may damage aluminum. Conversion coatings optimized for steel (iron phosphate) underperform on aluminum.
Magnesium is a safety decision. The wrong stripper on magnesium can create fire and explosion risk, particularly in heated baths. Do not run a product on magnesium that is not verified safe for it.
Galvanized and zinc substrates require chemistry that is compatible with the zinc layer. Not all conversion chemistries do.
The assessment you do in the first five minutes includes identifying the substrate, not just the condition. A rusty steel frame and a corroded aluminum casting may take the same prep path, but with different chemistry at every step.
The Five-Minute Assessment Before You Powder Coat
Before a part goes into any tank or any blast cabinet, answer these questions.
What is the part made of? Steel, aluminum, magnesium, galvanized, zinc, cast iron, or something else. If you are not sure, ask the customer or test it. The substrate determines every chemistry decision that follows.
What is on the surface? Grease, oil, cutting fluid, old paint, old powder, rust, mill scale, or a combination. Each one requires a different treatment, and some require treatment before others.
Is there an existing coating? If yes, it has to come off before new powder can go on. The coating type (powder, paint, epoxy, primer) and the substrate underneath both determine which stripper to use.
Is the part cast or porous? If yes, it probably needs outgassing. Cast iron, cast aluminum, and parts that have been in service for years absorb oils and moisture into the pores of the metal. No surface cleaning removes that, only heat does.
Are there surface defects that will show through the finish? Weld pits, casting flaws, dents, and scratches all telegraph through powder. If the customer expects a smooth finish, those defects need to be repaired before coating.
These questions take five minutes. The answers determine the entire prep path. Skipping the assessment means guessing and guessing is how shops end up chasing failures they could have prevented.
Frequently Asked Questions
Can I use the same prep process for every part?
You can, but you can either over-process parts that did not need every step (wasting time and money) or under-process parts that needed more (creating failures). The four-stage system is a framework, not a fixed recipe. Which stages you use and which products you use at each stage depend on the part in front of you. Assessing the part before you start takes five minutes and prevents hours of rework.
Do I need to degrease a part that looks clean?
Yes. New metal carries invisible contamination from the manufacturing process: cutting oils, forming lubricants, handling residue, and protective coatings applied during shipping. A part that looks clean can still have enough contamination on it to cause fish eyes or adhesion failures. Degreasing is the first step on every path, regardless of how the part looks.
Do I need to degrease before stripping?
Yes. If a coated or painted part has surface contamination (shop grease, handling residue, road grime) on top of the existing coating, stripping without degreasing first puts that contamination into your strip tank. The contamination can then transfer to every subsequent part that goes through the same bath. Degrease first to clean the surface, then strip to remove the coating.
Why do I need to degrease twice on rusty parts?
Because chemical rust removal leaves residue on the surface that needs to come off before conversion coating can work properly. The first degrease removes surface contamination before rust removal. The second degrease removes chemical residue after rust removal. Both steps are necessary. If you blasted the rust off instead of using chemical removal, the second degreasing step is not needed because blasting does not leave chemical residue.
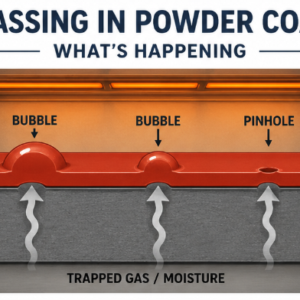
How do I know if a part needs outgassing?
If the part is cast metal (cast iron, cast aluminum), has been welded, or has been in service long enough to absorb oils and moisture into the metal itself, it likely needs outgassing. The test: run one part through a bake cycle at the cure temperature before coating it. If you see smoke, vapor, or residue coming off the part during the bake, it needed outgassing. If you coat without outgassing and see pinholes or bubbling after cure, trapped contamination was the cause.
How do I prep a part for recoating if it already has powder on it?
If the existing powder is in good condition and you are applying a second coat (like a clear over a base), the surface needs to be cleaned and scuffed for adhesion. If the existing powder has failed and needs to come off, the part follows the coated/painted path: degrease to remove surface contamination, then strip or blast to remove the old coating, then continue through conversion and coating.
Every part tells you a story. The condition and the substrate together determine the path.
The shops that run clean consistently are not doing more work. They are doing the right work for the part in front of them. That starts with five minutes of assessment before anything else happens.
The next articles in this campaign go deep on each stage of the prep system: what the chemistry does, which products fit, and what to check when things are not working. The stages only work if the path is right, and the path starts here, with the part.