What Clean Really Means In Powder Coating Prep
By: Columbia Coatings Staff
Published: June 29, 2026
Related Posts & Articles
By: Columbia Coatings Staff
Published: July 2, 2026
Outgassing in Powder Coating When Surface Cleaning Is Not Enough You cleaned the part. You may have cleaned it twice. The degreaser bath was at concentration, the temperature was right,…

By: Columbia Coatings Staff
Published: July 2, 2026
Stage 2: Strip One Uses Chemistry. One Uses Force. Choosing Wrong Costs You Parts. If you read the Know Your Part article, you know that not every part starts at…

By: Columbia Coatings Staff
Published: June 29, 2026
Every Method for Getting There and the Chemistry That Makes the Difference The four-stage prep system starts here. Before stripping. Before conversion. Before anything else touches the part. Stage 1…

By: Columbia Coatings Staff
Published: June 18, 2026
You know the four stages of prep: Clean, Strip, Convert, Repair and Protect. That is the system. Every durable coating job moves through some combination of those stages, but you…
By: Columbia Coatings Staff
Published: June 10, 2026
Most powder coating failures start before powder is ever sprayed. Fish eyes, peeling, adhesion problems, they trace back to the prep line, not the booth. This article breaks down the…

By: Columbia Coatings Staff
Published: June 2, 2026
Welcome to our Frequently Asked Questions page! This resource is designed to evolve alongside our progress and community needs. We’ll be updating this page regularly with new information and answers,…
By: Columbia Coatings Staff
Published: May 17, 2026
This guide is written for coaters who want to understand what’s actually happening when wrinkle powder cures, and how to control it. If you’ve sprayed wrinkle and gotten inconsistent results,…

By: Columbia Coatings Staff
Published: May 7, 2026
ATTENTION: Powder is VERY heat sensitive. Due to the high heat index, Columbia Coatings recommends selecting an expedited shipping method for your powder deliveries in order to preserve the quality of your powder.…

By: Columbia Coatings Staff
Published: April 22, 2026
Level Up Your Shop: The Columbia Coatings Rewards Breakdown! Stop just buying, start earning. At Columbia Coatings, we know you’re putting in the work to get that perfect finish. Whether…

By: Columbia Coatings Staff
Published: February 11, 2025
While primers are not required for all projects, they can serve as a foundation for subsequent topcoats by providing improved adhesion and corrosion resistance. Available in two primary chemistries, epoxy…
Every Method for Getting There and the Chemistry That Makes the Difference

The four-stage prep system starts here. Before stripping. Before conversion. Before anything else touches the part. Stage 1 is Clean.
If you read the Know Your Part Before You Start article, you already know that every path through the prep system begins with cleaning, regardless of whether the part is new, coated or rusty. That is not a coincidence. It is the most important decision in the entire prep sequence.
But “clean” is a word that means different things to different shops. To some shops, clean means a solvent wipe with a rag. To others, it means a full alkaline immersion bath at operating temperature. To others, it means blasting and blowing the dust off. All of those are cleaning. They are not all the same.
This article is about what clean actually means in the context of a prep system in Powder Coating that bites, that holds and that lasts. What you are removing. How to remove it. What happens when it is not removed. And the chemistry that makes the difference between a part that looks clean and a part that actually is.
What You Are Actually Removing In Powder Coating Prep
When we say “clean the part,” we are talking about removing surface contamination that will interfere with every stage that comes after. That contamination falls into a few categories.
- Oils and greases. Machining oils, cutting fluids, forming lubricants, hydraulic fluid and general shop grease. These are the most common contaminants on parts entering a powder coating shop. They come from the manufacturing process, from handling and from the shop environment itself. A fingerprint is enough to cause a fish eye.
- Shop residue. Grinding dust, welding splatter residue, sanding dust and airborne particles from other operations in the same facility. These do not always look like contamination. A part can feel dry and still have a layer of fine particulate on the surface that interferes with adhesion.
- Protective coatings and films. Mill oils applied by the steel supplier. Protective films applied during shipping. Anti-corrosion sprays applied in storage. These are intentional coatings designed to protect the metal during transit and they need to come off before prep chemistry can reach the surface.
- Silicone. The most persistent contaminant in powder coating shops. Silicone is in mold release agents, some lubricants, many aerosol products and even some hand lotions. It spreads easily, resists most cleaning methods and causes fish eyes at concentrations too low to see or feel. If your shop uses any silicone-containing product anywhere in the building, it can end up on your parts.
The point is not that your shop is dirty. Every shop creates contamination just by operating. The point is that contamination follows the part through every stage of prep. Whatever is on the surface when the next stage begins is what the next stage works on. If the next stage is stripping, the contamination goes into the strip tank. If the next stage is conversion, the conversion coating bonds to the contamination instead of the metal. If the next stage is coating, you get fish eyes.
Cleaning is not a step you do because a checklist says to. It is the step that makes every other step work.
Common Way to Clean a Part Before Powder Coating

There is no single right way to clean a part. What matters is whether your method removes the contamination that causes failures downstream. Here are some common methods, what each one actually does and where each one falls short.
Alkaline Degreaser Bath (Immersion)
The part is submerged in a heated alkaline cleaning solution. The chemistry breaks down oils, greases and industrial contamination through chemical reaction, not mechanical action. This is the most thorough and repeatable cleaning method for parts with heavy contamination.
Immersion degreasing is repeatable because the operator controls three variables: concentration, temperature and **dwell time. When those three are in range, every part comes out the same way. When they drift, contamination stays and failures follow.
**What is ‘dwell’ time? Dwell time is how long the part stays in the bath. That is it. The part goes in, the chemistry goes to work, and the clock starts. Too short and the chemistry does not have time to break down the contamination. Too long and you are wasting cycle time without added benefit, and on aluminum, too long in an alkaline bath can etch the surface.
This is the method this series recommends for any shop running a chemical prep line, because it integrates directly with the stages that follow (strip, convert, repair and protect) and produces a measurably clean surface every time.
Spray Wash
Similar chemistry to immersion but applied through a spray cabinet or spray wand system. The part gets sprayed with cleaning solution, then rinsed. Some systems are automated with parts on a conveyor, some are manual.
Spray wash takes less floor space than a full immersion line and can be faster for lighter contamination loads. The trade-off: spray does not reach into recesses, blind holes and tight geometries as well as immersion does. A part with complex internal features may come out clean on the outside but contaminated inside.
For shops with space constraints or moderate contamination, spray wash is a legitimate option. It is not a substitute for immersion on heavily contaminated parts.
Solvent Wiping
The operator wipes the part by hand with a solvent, typically acetone, denatured alcohol, MEK or a commercial solvent wipe. This is the most common cleaning method in garage shops and small operations.
Solvent wiping works for light contamination on small parts. It is fast, cheap and requires no equipment beyond rags and solvent. But it is the least repeatable method. How thoroughly did the operator wipe? Was the rag clean or did it just move contamination from one spot to another? Did the part get handled with bare hands after wiping? Each of those variables introduces inconsistency.
If solvent wiping is your cleaning method and you are getting consistent results, it is working for your situation. If you are seeing intermittent fish eyes or adhesion failures that you cannot pin down, the inconsistency of the cleaning method is the first thing to investigate.
Pressure Washing
High-pressure water, sometimes with a detergent additive, used to blast contamination off parts. Common after chemical stripping as a rinse step and some shops use it as a standalone cleaning method for large or heavily soiled parts.
Pressure washing is effective at removing loose contamination, dust and water-soluble residues. It does not break down petroleum-based oils and greases as effectively as an alkaline degreaser because water alone does not dissolve those contaminants. Adding a detergent helps but does not match the cleaning power of a purpose-built degreaser at the right concentration and temperature.
Best used as a complement to chemical cleaning, not a replacement for it.
Ultrasonic Cleaning
Parts are submerged in a cleaning solution while ultrasonic waves create microscopic cavitation bubbles that scrub the surface at a level no hand process can match. This is the highest-precision cleaning method, reaching into blind holes, internal passages and complex geometries that other methods miss.
Ultrasonic systems are more expensive and lower throughput than standard degreasing. They are common in medical, aerospace and precision manufacturing. Less common in general powder coating shops, but worth knowing about for high-value or complex-geometry work where contamination in hidden areas would cause failure.
Mechanical Cleaning
Wire brushing, sanding, grinding. These methods change the surface shape but they do not change what is on the surface. A wire-brushed part still has oils and shop residue on it. The mechanical action removes material. It does not remove contamination.
Mechanical prep and chemical cleaning are two different things. One prepares the surface profile. The other prepares the surface chemistry. You usually need both, not one or the other.
Compressed Air Blow-Off
Using compressed air to blow dust and loose debris off parts, typically after blasting. This is a step, not a cleaning method. But it is worth mentioning because many shops treat it as the final cleaning step before coating.
The risk: if the compressor has moisture or oil in the line, which most shop compressors do unless they have proper inline filtration and dryers, the blow-off step adds contamination rather than removing it. If you are blowing oil-contaminated air onto a freshly blasted part, you are undoing the work you just did. Check your air lines.
Fish Eyes in Powder Coating : The Signature Failure of a Dirty Part
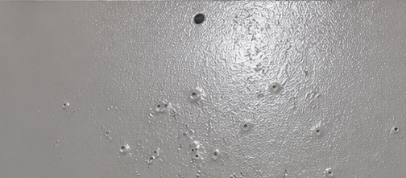
Fish eyes are the crater patterns that appear on a coated surface where the powder pulled back from a spot instead of laying down evenly. They are the most visible and most common contamination failure in powder coating.
The cause is almost always the same: something on the part surface repelled the powder during application. Oil, silicone, grease, cutting fluid or any residue that the cleaning stage did not fully remove.
Silicone is the most persistent offender. It is in many shop products, spreads easily from surface to surface and resists most cleaning methods at low concentrations. A shop that uses silicone-based mold release in one area of the building can end up with fish eyes on parts prepped in a completely different area, because the silicone migrated through handling, rags, or air.
If you are seeing fish eyes, the cleaning stage is the first place to look. Three things to check:
- Degreaser concentration. Is the bath strong enough to break down the contamination on these parts? Has it been loaded beyond its effective range?
- Dwell time. Are parts spending enough time in the bath for the chemistry to work?
- Rinse quality. Is the rinse water clean, or is contaminated rinse water re-depositing residue on the part after cleaning?
One of those three is almost always the cause when fish eyes start appearing consistently. If all three check out and fish eyes persist, investigate silicone contamination in the shop environment. That is a different problem with a different fix.
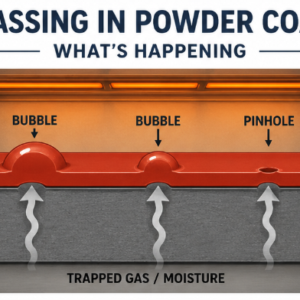
Powder Coating Outgassing: The Contamination You Cannot Clean Off the Surface
For cast metals, welded assemblies and porous substrates, there is a contamination problem that no surface cleaning method can solve. The contamination is not on the metal. It is inside the metal.
Cast iron, cast aluminum and parts that have been in service for years absorb oils and moisture into the pores of the metal itself. No degreaser can reach it. When that part goes through the cure oven, the heat forces those trapped contaminants out through the coating. The result is pinholes, bubbling and craters that look like contamination defects but do not respond to any cleaning adjustment.
If you are seeing those defects on cast or porous parts and cleaning is not fixing them, the answer is outgassing. We will cover outgassing in depth later in this series, including when to do it, where it fits in the prep sequence and how to test whether a part needs it.
The Mistakes That Cost You at Stage 1 of Powder Coating Prep
- Assuming new parts are clean. New metal carries contamination from manufacturing: cutting oils, forming lubricants, mill coatings, handling residue. A part that has never been used is not the same as a part that is clean. Degrease everything, including new parts.
- Reusing contaminated rags or solvent. A rag that has already been used to wipe a greasy part is now a grease-transfer tool. Using it on the next part moves contamination around instead of removing it. Same with solvent that has already dissolved a load of oil. Fresh materials for each part, or a bath that manages its own load.
- Skipping the cleaning stage on coated parts before stripping. If a part has an existing coating with surface contamination on top of it, stripping without degreasing first puts that contamination into the strip tank. Every subsequent part picks it up. Clean first, then strip.
- Ignoring rinse water quality. The rinse step after degreasing is not optional. Contaminated rinse water re-deposits residue on the part, undoing the cleaning you just did. If your rinse water is recycled, monitor its cleanliness. If it is tap water, know what is in your local water supply.
- Not monitoring the degreaser bath. Chemistry gets consumed as parts go through it. A bath that worked last month may not be working today. Test concentration regularly. Replenish according to the product schedule. A bath that is loaded beyond its capacity is not cleaning, it is just getting parts wet.
- Contaminated compressed air after cleaning. Blowing oil-laden compressed air onto a freshly cleaned part undoes the entire cleaning stage. Check your air lines for moisture and oil. Install inline filtration and dryers if you do not have them.
Cleaning is the least dramatic stage of prep. There is no visible transformation. The part goes in looking like metal and comes out looking like metal.
Frequently Asked Questions:
The most reliable method is an alkaline degreaser bath at the correct concentration and temperature. The part is submerged long enough for the chemistry to break down oils, grease and shop residue. This method is repeatable, measurable and integrates with the rest of a chemical prep line. For lighter contamination loads, a spray wash system or an all-in-one cleaner and conversion product can work. Solvent wiping works for small, lightly contaminated parts but is the least consistent method.
Fish eyes are caused by contamination on the part surface that repels the powder during application. The most common contaminants are oil, silicone, grease and cutting fluid that were not fully removed during the cleaning stage. Silicone is the most persistent because it spreads easily and resists many cleaning methods. If fish eyes are appearing consistently, check degreaser concentration, dwell time and rinse water quality. If those check out, investigate silicone contamination in the shop environment.
Yes. New metal carries invisible contamination from manufacturing: cutting oils, forming lubricants, handling residue and protective coatings applied during shipping. A part that looks clean can still cause fish eyes or adhesion failures if those contaminants are not removed. Degreasing is the first step on every prep path, regardless of how the part appears.
At minimum, check concentration at the start of every shift or every production run. Chemistry gets consumed as parts go through the bath. A bath that cleaned well yesterday may be diluted today if a heavy batch went through it. If you are seeing intermittent contamination failures, more frequent testing and a replenishment schedule based on part volume will catch drift before it causes defects.
You can, but monitor more carefully. Alkaline degreasers like GrimeFighter can etch aluminum if concentration or dwell time is too high. Steel is more forgiving. If you are running both substrates through the same bath, keep concentration on the lower end of the effective range and watch dwell times on aluminum parts closely. The margin for error is tighter on aluminum than on steel.
Remember: When in stage 1 nothing may change that you can see. Everything changed that matters!
A clean part accepts stripping chemistry properly. A clean part allows conversion coating to bond to the metal instead of to a contamination layer. A clean part goes through the booth without fish eyes, without adhesion problems and without failures that show up weeks later in the field.
A contaminated part does none of those things. And the contamination travels with it through every stage, compounding at each step.
Stage 1 is not the exciting part. It is the part that makes the exciting part work.
Next up: Stage 2. What stripping is, when to blast vs. chemically strip. One uses chemistry. One uses force. Choosing wrong costs you parts.
The Coaters Company | www.columbiacoatings.com | #PrepLikeAPro