Stripping for Powder Coating: Blasting vs. Chemical Strip and How to Choose
By: Columbia Coatings Staff
Published: July 2, 2026
Related Posts & Articles
By: Columbia Coatings Staff
Published: July 2, 2026
Outgassing in Powder Coating When Surface Cleaning Is Not Enough You cleaned the part. You may have cleaned it twice. The degreaser bath was at concentration, the temperature was right,…

By: Columbia Coatings Staff
Published: July 2, 2026
Stage 2: Strip One Uses Chemistry. One Uses Force. Choosing Wrong Costs You Parts. If you read the Know Your Part article, you know that not every part starts at…

By: Columbia Coatings Staff
Published: June 29, 2026
Every Method for Getting There and the Chemistry That Makes the Difference The four-stage prep system starts here. Before stripping. Before conversion. Before anything else touches the part. Stage 1…

By: Columbia Coatings Staff
Published: June 18, 2026
You know the four stages of prep: Clean, Strip, Convert, Repair and Protect. That is the system. Every durable coating job moves through some combination of those stages, but you…
By: Columbia Coatings Staff
Published: June 10, 2026
Most powder coating failures start before powder is ever sprayed. Fish eyes, peeling, adhesion problems, they trace back to the prep line, not the booth. This article breaks down the…

By: Columbia Coatings Staff
Published: June 2, 2026
Welcome to our Frequently Asked Questions page! This resource is designed to evolve alongside our progress and community needs. We’ll be updating this page regularly with new information and answers,…
By: Columbia Coatings Staff
Published: May 17, 2026
This guide is written for coaters who want to understand what’s actually happening when wrinkle powder cures, and how to control it. If you’ve sprayed wrinkle and gotten inconsistent results,…

By: Columbia Coatings Staff
Published: May 7, 2026
ATTENTION: Powder is VERY heat sensitive. Due to the high heat index, Columbia Coatings recommends selecting an expedited shipping method for your powder deliveries in order to preserve the quality of your powder.…

By: Columbia Coatings Staff
Published: April 22, 2026
Level Up Your Shop: The Columbia Coatings Rewards Breakdown! Stop just buying, start earning. At Columbia Coatings, we know you’re putting in the work to get that perfect finish. Whether…

By: Columbia Coatings Staff
Published: February 11, 2025
While primers are not required for all projects, they can serve as a foundation for subsequent topcoats by providing improved adhesion and corrosion resistance. Available in two primary chemistries, epoxy…
Stage 2: Strip
One Uses Chemistry. One Uses Force. Choosing Wrong Costs You Parts.
If you read the Know Your Part article, you know that not every part starts at this stage. New raw metal that has never been coated skips stripping entirely and goes straight from cleaning to conversion. That is the simplest path through the prep system, but if the part in front of you has an existing coating, old paint, failed powder, epoxy, primer or any finish that needs to come off before a new one goes on, this is where that happens.
Stripping is Stage 2 of the four-stage prep system. The part has already been degreased in Stage 1. The surface contamination is off. Now the question is: what is on the part underneath that contamination, and how do you get it off?
There’s two very different approaches and a substrate decision that determines which one you should use.
Why Stripping and Cleaning Are Not the Same Thing
There is an important distinction between stripping and cleaning. Think of it this way: Washing your truck removes the mud, the road grime and the bug guts. Sanding the old paint off removes the finish. You would never sand a muddy truck and expect good results, so why would you strip a dirty part? If you strip a dirty part, the contamination goes into your strip tank or blast cabinet and every part that follows picks it up. Clean the surface first, then remove the old coating.
When Does a Powder Coated Part Need Stripping?
Stripping is not always part of the prep sequence. Some shops skip it entirely. Knowing when to strip and when not to strip saves time and materials.
Strip when: the part has an existing coating that needs to come off. The old coating has to come off before a new one can bond properly to the metal underneath.
Strip when: the part has heavy rust or mill scale that blasting alone will not fully remove, or that needs chemical treatment because the geometry makes blasting impractical.
Do not strip when: the part is new raw metal with no existing coating. New fabricated steel, laser-cut plate or freshly machined parts go from cleaning straight to conversion. Adding a strip step to new metal wastes time and materials without any benefit.
The recoat question: if the part already has a powder coat that is in good condition and you are applying a second coat over it (like a clear over a base), you may not need to strip. You need to clean the existing surface and scuff it for adhesion, but if the existing coat has failed, is peeling or has contamination underneath it, the old coat has to come off. You cannot fix a bad foundation by coating over it.
Blasting vs. Chemical Stripping for Powder Coating.
Both methods remove old coatings. Both get the part to bare metal, but they work differently, they produce different surface conditions, and they are not interchangeable for every job.
Blasting
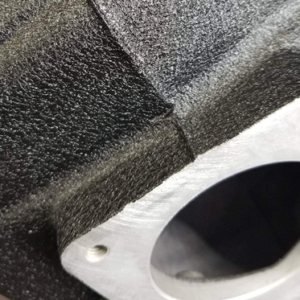
Blasting is exactly what it sounds like. You use compressed air to ‘blast’ abrasive media at the part surface. That does two things: It leaves bare metal behind and it also leaves something you cannot see but your powder can feel: a microscopic surface texture called a ‘profile’.
What is a ‘profile’? If you could zoom in on a blasted surface, you would see thousands of tiny peaks and valleys across the metal. That is the ‘profile’. The peaks and valleys give the powder physical edges to grip. Without a profile, the powder just sits on top with nothing holding it there.
That surface profile is the main advantage of blasting. Chemical stripping removes the coating but leaves the metal smooth. Blasting removes the coating and textures the surface in the same step.
Where Blasting Works Well:
Flat and accessible surfaces. Parts where the media can reach every area evenly like frames, panels, brackets, or structural steel.
Heavy coatings that need mechanical force. Thick epoxy, multi-layer paint systems, heavily built-up powder. Sometimes the fastest path to bare metal is physical removal.
Where blasting falls short:
Complex geometry. Blind holes, internal passages, tight recesses and areas the media stream cannot reach. The media follows a straight line from the nozzle. Anything behind a wall, inside a pocket or around a corner may not get fully stripped.
Thin substrates. Aggressive blasting on thin metal can warp or damage the part. Sheet metal, thin-wall tubing and decorative parts need careful media selection and pressure control, or a different method entirely.
Aluminum and soft metals. Aluminum is softer than steel. The wrong media or too much pressure can embed particles in the surface, create an overly aggressive profile or damage the part. Media selection matters.
How to Choose the Right Blast Media for Powder Coating
Not all blast media is the same, and the wrong choice creates problems.
- Aluminum oxide is aggressive and leaves a deep profile. Good for heavy coatings on steel, but it could be too aggressive for aluminum or thin substrates.
- Glass bead is gentler, but generally doesn’t etch the metal’s surface. With no etch, there’s no profile. Glass media also has the potential to shatter and embed into the substrate. This can lead to media contamination as the powder cures.
The choice depends on the substrate, the coating being removed, and the surface condition you need for the next stage.
The common mistake: shops use one media for everything because that is what is in the cabinet. A cabinet loaded with large grit aluminum oxide that strips heavy powder off steel all day will damage an aluminum wheel that goes in after it. Media selection is a decision, not a default.
One more thing worth knowing about contaminated media. Think of it like washing your car with a greasy sponge. The sponge picked up grease on the first pass, now every inch of your car you ‘clean’ with it gets a thin layer of grease you cannot see. The car might look clean. It is not. Your blast media works the same way. It picks up what was on the last part and puts it on the next one. This is why Stage 1 (Clean) comes before Stage 2 (Strip).
Chemical Stripping
Chemical stripping uses a chemical bath to dissolve an old coating. The part is dunked, the stripper attacks the coating and after a controlled dwell time the coating softens, breaks down and comes off.
Where chemical stripping works well:
- Part with strong angles or crevices (Faraday). The chemistry reaches everywhere the liquid touches. Blind holes, internal passages, recesses and undercuts that blasting cannot reach all get stripped uniformly. If the part has complex features, chemical stripping is often the only method that fully removes the old coating.
- Thin and delicate substrates. Chemical stripping does not physically impact the surface. No warping risk or embedded blasting media. For thin sheet metal, decorative parts, and precision components, chemical stripping preserves the part integrity.
- Aluminum and non-ferrous metals. With the right chemistry, chemical stripping is gentler on aluminum than blasting. The key phrase is “with the right chemistry.” The wrong stripper on aluminum will damage it. The right one will not.
Where chemical stripping falls short:
- No surface profile. Chemical stripping removes the coating and leaves the metal smooth as a baby’s bottom. It does not create the microscopic texture that blasting provides. For parts where adhesion benefits from a profile (and most do), you may need to lightly blast or use a chemical etch after stripping before moving to conversion.
- Equipment and space. Chemical stripping requires a tank, (sometimes a drum heater), secondary containment, ventilation and PPE. That is a meaningful footprint and investment for a small shop. Many shops that could benefit from chemical stripping do not use it because they do not have the space or the budget for the setup.
- Chemistry management. The bath has to be monitored: temperature, concentration, dwell time, etc. A bath that is too cold works slowly or not at all. A bath that is too hot or too concentrated can damage certain substrates. Chemical stripping requires more process discipline than blasting.
Substrate Matters: Stripping Steel, Aluminum, and Magnesium for Powder Coating
The biggest decision in the Strip stage is not whether to blast or chemically strip. It is what the part is made of. Know your part before you start!
Steel
Steel is the most forgiving substrate for stripping. Most chemical strippers are formulated primarily for steel. Most blast media works well on steel at standard pressures. The margin for error is wider than on other metals.
The main considerations on steel are the coating load (light powder vs. heavy epoxy requires different chemistry or media) and mill scale on new hot-rolled steel. Mill scale is the dark oxide layer that forms during manufacturing. It looks stable but it is not. Powder coated over mill scale can peel because the scale lets go of the steel underneath. Remove it with blasting or a chemical mill scale remover before conversion coating.
Aluminum
Aluminum requires more care. It is softer than steel, which means aggressive blast media can damage the surface or embed particles. It is sensitive to different chemicals, which means the wrong chemical stripper can etch or corrode the metal instead of just removing the coating.
For blasting aluminum, use gentler media or lower pressures. For chemical stripping, use a product specifically rated for aluminum and non-ferrous metals. Water-based, biodegradable strippers designed for aluminum run at moderate temperatures (typically 165 to 175 degrees) and give controlled results without substrate damage.
A chemically stripped aluminum surface is like a bald tire on a wet road. When the tire touches the road, it just cannot hold on because the tread is what gives a tire grip. A chemical etch is what gives aluminum grip. It puts the tread on the surface so the conversion coating has something to bite into.
Magnesium
Magnesium is a safety decision, not just a chemistry decision.
Magnesium can react with certain stripping chemistries in ways that create fire and explosion risk, particularly in heated baths. This is not a theoretical concern. This is a real hazard for shops doing wheel refinishing or any work involving magnesium alloys.
Not every stripper is safe for magnesium. Before you run any product on magnesium, read the SDS and TDS for that product. Follow the manufacturer handling and safety guidance. The documentation tells you whether a given chemistry is rated and safe for magnesium at your temperatures and concentrations.
Do not run a product on magnesium that is not verified safe for it. The failure mode on magnesium is not a bad coating, it is a safety incident.
Mixed Substrate Loads
Many shops do not run one substrate all day. Custom coaters and job shops see steel, aluminum and sometimes magnesium on the same day. That creates a chemistry decision: do you switch products for each substrate or do you find a product that handles the range?
Both approaches work. Switching products gives you the optimal chemistry for each substrate but adds complexity and you have to manage multiple tanks. A multi-substrate stripper simplifies the process but may not perform as well on any single substrate as a dedicated product would.
The right call for your shop depends on your volume and your mix. A shop that runs 90 percent steel and 10 percent aluminum occasionally can probably switch products for the aluminum jobs. A shop that runs a true mixed load every day needs a product that covers the range.
Rust and Mill Scale: What to Remove Before Powder Coating
Not every part that needs stripping has an old coating on it. Some parts have rust or mill scale. These are different problems from coating removal and they require different approaches.
Rust Removal
Surface rust on a part can be removed mechanically (blasting) or chemically (a rust converter or rust remover). The choice depends on the severity of the rust and the part geometry.
Blasting is the most common method. It removes the rust and creates a surface profile in one step. For parts with uniform rust on accessible surfaces, blasting is fast and effective.
Chemical rust conversion is the option when blasting is impractical like parts with complex geometry, internal surfaces, or areas a blast nozzle cannot reach benefit from a chemical approach. A rust converter reacts with the rust to create a stable, paintable surface without mechanically removing it.
One important detail: if you use a chemical rust remover or converter, the part needs to go through the degreaser again before conversion coating. Chemical rust treatment leaves residue on the surface that has to come off before the next stage can work properly. This double-degrease requirement is the detail most shops miss on the rusty metal path.
Mill Scale Removal
Mill scale is the dark oxide layer on hot-rolled steel. It forms during the manufacturing process and looks like part of the metal, but it’s not. It is a brittle oxide layer sitting on top of the steel, and it can let go under a powder coat, taking the finish with it.
Blasting removes mill scale effectively. For shops that blast every part before coating, mill scale is handled automatically, but shops that do not blast new steel (because it looks clean and ready) often miss the mill scale and see adhesion failures on new hot-rolled parts.
Chemical mill scale removers dissolve the oxide layer without blasting. They are the option for shops that prefer chemical prep or that have parts where blasting is impractical. If your shop runs new hot-rolled steel regularly and does not blast it, a chemical mill scale treatment prevents the peeling failures that mill scale causes.
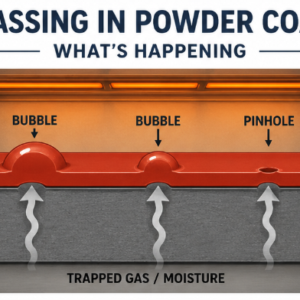
Outgassing: The Step Between Strip and Convert
You have stripped the part. The old coating is gone. The surface is bare metal. Before you move to conversion, there is one question to answer: is this part hiding contamination inside the metal that no surface prep can reach?
You have seen this before, just not in a powder coating shop. Pour pancake batter into a hot pan. As the batter heats up, trapped air and moisture expand and push toward the surface. You see the bubbles form. Some pop and leave pinholes. Some stay as bumps.
Now replace the pan with a casting. Replace the batter with your powder coat. The same thing happens. The oven heats the part. The trapped contaminants push up through the coating. The result is pinholes, bubbling and craters that no amount of surface cleaning will fix because the contamination is inside the metal, not on it.
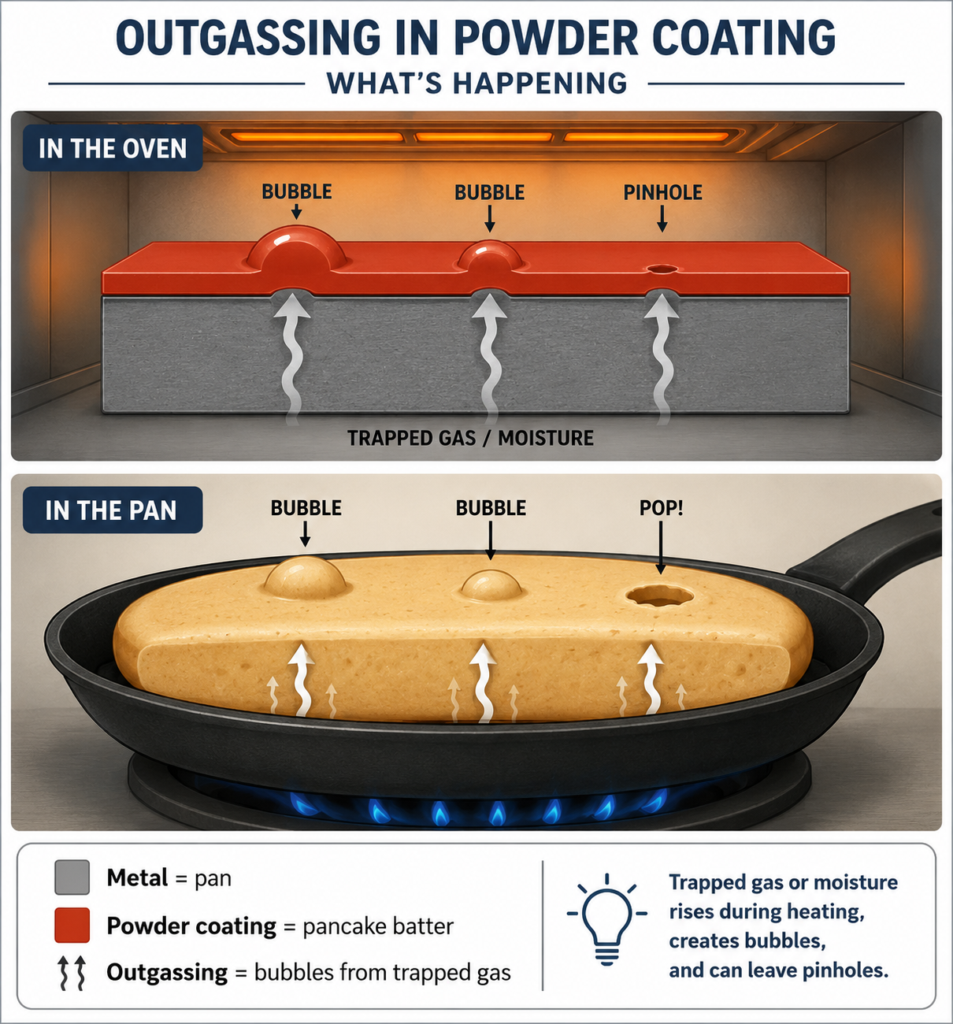
There are two ways to deal with it. A pre-bake drives the contamination out before the coating goes on. An outgassing primer seals it in so it cannot reach the finish. Which approach fits depends on the part, the production timeline and your shop setup.
We cover both approaches in depth, including which parts need outgassing, how to test for it and the sequencing that matters, in the full outgassing deep dive. (Link to outgassing deep dive.)
Common Powder Coating Stripping Mistakes in Stage 2.
- Stripping without degreasing first. If the part has surface contamination on top of the existing coating, stripping without cleaning first puts that contamination into the strip tank or blast cabinet. The contamination transfers to every subsequent part. Clean first. Always.
- Using one method and one media for every job. Different substrates and different coating loads need different approaches. A blast cabinet loaded with aggressive media that strips heavy powder off steel all day will damage an aluminum wheel that goes in after it. Assess the part before you start.
- Leaving blasted parts too long before the next stage. Bare metal in a humid shop starts oxidizing fast. A freshly blasted part that sits on a rack overnight can develop enough surface rust to cause adhesion problems. Move parts through the sequence promptly, or protect them between stages.
- Assuming chemical stripping does not need monitoring. A strip tank is a chemical process. Temperature drops, concentration changes, chemistry gets depleted. A bath that stripped well last week may not be stripping well today. Monitor the bath and replenish according to the product schedule.
- Skipping the post-strip rinse. After chemical stripping, the part has stripping chemistry residue on the surface. If that residue is not rinsed off, it interferes with the next stage. Rinse the part thoroughly after stripping before it moves forward.
- Coating over mill scale on new steel. New hot-rolled steel looks ready. It is not. The mill scale layer can cause adhesion failure. Blast it or chemically treat it before conversion coating.
- Outgassing without cleaning first. Baking a greasy part at high temperature does not remove the grease. It carbonizes it onto the surface. Always degrease before outgassing.
- Not going hot enough on the outgas. If the outgas temperature is below the cure temperature of your powder, trapped contaminants may survive the pre-bake and escape during cure instead. Outgas at the cure temperature or 15-20 degrees higher.
Frequently Asked Questions
Should I blast or chemically strip powder coating?
It depends on the part and your shop setup. Blasting works well on flat, accessible surfaces and leaves a surface profile that helps powder grip. Chemical stripping works well on complex geometry, thin substrates, and aluminum where blasting can be too aggressive. Some jobs benefit from both: chemical strip to remove the coating, then a light blast to create the profile. The substrate and the part geometry point you toward the method. Your shop setup determines whether that method is available to you. Chemical stripping requires a heated tank, containment, ventilation, and PPE. If your shop does not have that setup, blasting may be your only practical option, and media selection becomes the most important decision you make.
How do I strip powder coating from aluminum?
Use a chemical stripper rated for aluminum and non-ferrous metals. Water-based, biodegradable options are available that run at moderate temperatures and give controlled results without damaging the aluminum. Avoid aggressive blast media on aluminum, as it can embed particles or create an overly aggressive profile. After chemically stripping aluminum, consider a chemical etch step before conversion coating to create the surface texture the conversion chemistry needs to grip.
Can I powder coat over an existing powder coat?
Sometimes. If the existing powder coat is in good condition and you are applying a second coat (like a clear over a base), you can clean and scuff the existing surface for adhesion without stripping. But if the existing coat has failed, is peeling, or has contamination underneath, it has to come off. You cannot fix a bad foundation by coating over it. When in doubt, strip to bare metal and start fresh.
What is mill scale and do I need to remove it?
Mill scale is the dark oxide layer that forms on hot-rolled steel during manufacturing. It looks stable but it is not. Powder coated over mill scale will peel because the scale lets go of the steel underneath. Remove it with blasting or a chemical mill scale remover before conversion coating. If your shop runs new hot-rolled steel, this is a common source of adhesion failure that is easy to prevent.
Is chemical stripping safe on magnesium?
Only with products specifically rated for magnesium. Magnesium can react with certain stripping chemistries in ways that create fire and explosion risk, particularly in heated baths. Always read the SDS and TDS before running any product on magnesium, and do not use a product that is not verified safe for it.
What is outgassing and when do I need to do it?
Outgassing is heating a part to drive out contamination trapped inside the metal. Cast metals, welded assemblies, and parts that have been in service absorb oils and moisture into the pores. No surface cleaning can remove that contamination. If you coat without outgassing, the trapped contaminants escape during cure and cause pinholes, bubbling, and craters. Outgas any cast or porous part after stripping and before conversion coating.
Should I outgas before or after blasting?
The recommended sequence is clean first, then strip or blast, then outgas. Cleaning removes surface contamination so it does not get baked in. Stripping or blasting removes old coatings so trapped gases have a clear escape path. Outgassing after both steps produces the most thorough result.
Why do I need to degrease before stripping?
Because surface contamination on top of the existing coating will go into your strip tank or blast cabinet if you do not remove it first. That contamination then transfers to every subsequent part. Degreasing before stripping keeps your stripping process clean and prevents cross-contamination. Stage 1 comes before Stage 2 for a reason.
Do I need to degrease again after chemical rust removal?
Yes. Chemical rust removers and converters leave residue on the surface that needs to come off before conversion coating can work properly. The first degrease removed surface contamination before rust treatment. The second degrease removes chemical residue after rust treatment. If you blasted the rust off instead of using chemical removal, the second degrease is not needed because blasting does not leave chemical residue.
Stripping is the stage where substrate matters the most. The wrong method on the wrong metal costs you parts. The wrong blast media costs you surface quality. The wrong sequence costs you clean prep downstream.
But it is also the stage where the right choice saves the most time. A matched stripping approach on the right substrate does the job cleanly and efficiently. A well-chosen blast media creates the surface profile the rest of your process needs. Assessment first, action second.
The part has told you what it needs. The Clean stage handled the surface contamination. The Strip stage handles the old coating. Outgassing handles the contamination hiding inside the metal. Now the surface is bare and truly clean, ready for the stage that determines whether the powder actually bonds to it.
Next up: Conversion. There is a reason coatings peel three weeks after delivery. It is not the powder.