Conversion Coatings for Powder Coating: Why Bare Metal Is Not Enough
By: Columbia Coatings Staff
Published: July 10, 2026
Related Posts & Articles
By: Columbia Coatings Staff
Published: July 10, 2026
So you are working through the four stages of Prep: Stage one, the part is clean. Stage 2, the old coating is off If it needed outgassing, that is done.…
By: Columbia Coatings Staff
Published: July 2, 2026
The contamination is not on the surface. It is inside the metal. You cleaned the part. You may have cleaned it twice. The degreaser bath was at concentration, the temperature…

By: Columbia Coatings Staff
Published: July 2, 2026
Stage 2: Strip One Uses Chemistry. One Uses Force. Choosing Wrong Costs You Parts. If you read the Know Your Part article, you know that not every part starts at…

By: Columbia Coatings Staff
Published: June 29, 2026
Every Method for Getting There and the Chemistry That Makes the Difference The four-stage prep system starts here. Before stripping. Before conversion. Before anything else touches the part. Stage 1…

By: Columbia Coatings Staff
Published: June 18, 2026
You know the four stages of prep: Clean, Strip, Convert, Repair and Protect. That is the system. Every durable coating job moves through some combination of those stages, but you…
By: Columbia Coatings Staff
Published: June 10, 2026
Most powder coating failures start before powder is ever sprayed. Fish eyes, peeling, adhesion problems, they trace back to the prep line, not the booth. This article breaks down the…

By: Columbia Coatings Staff
Published: June 2, 2026
Welcome to our Frequently Asked Questions page! This resource is designed to evolve alongside our articles for our Prep Like a Pro series. We’ll be updating this page regularly with…
By: Columbia Coatings Staff
Published: May 17, 2026
This guide is written for coaters who want to understand what’s actually happening when wrinkle powder cures, and how to control it. If you’ve sprayed wrinkle and gotten inconsistent results,…

By: Columbia Coatings Staff
Published: May 7, 2026
ATTENTION: Powder is VERY heat sensitive. Due to the high heat index, Columbia Coatings recommends selecting an expedited shipping method for your powder deliveries in order to preserve the quality of your powder.…

By: Columbia Coatings Staff
Published: April 22, 2026
Level Up Your Shop: The Columbia Coatings Rewards Breakdown! Stop just buying, start earning. At Columbia Coatings, we know you’re putting in the work to get that perfect finish. Whether…
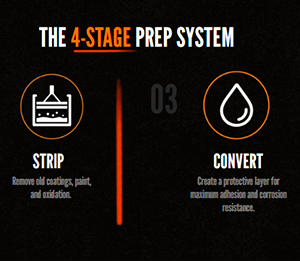
So you are working through the four stages of Prep: Stage one, the part is clean. Stage 2, the old coating is off If it needed outgassing, that is done. Now, you are looking at bare metal. It looks ready, but it may not be.
This is the stage many shops skip entirely, underestimate or do not fully understand. It is also the stage that has changed the most in the last ten years, and it is the one that determines whether your powder actually bonds to the metal or just sits on top of it until something knocks it loose.
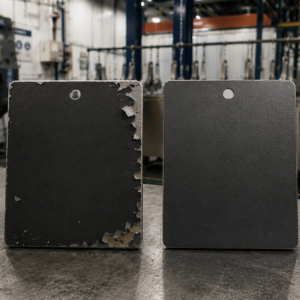
If you have ever shipped a part that looked perfect leaving the shop and peeled three weeks later in the field, this is almost certainly where the problem started.
What Is a Conversion Coating and Why Does It Matter for Powder Coating?
Here is the simplest way to think about it:
Bare metal is smooth. Even when it looks rough to your eye, at a microscopic level it is slick. Powder coating can land on it and cure on it, but it is not really gripping it. It is just sitting there. Think of it like putting a sticker on a dusty window. It holds for a while, then it peels off because it was never truly stuck.
Conversion Coatings are chemical treatments that react with the metal to create a ‘profile’ that is able to grip the coating.
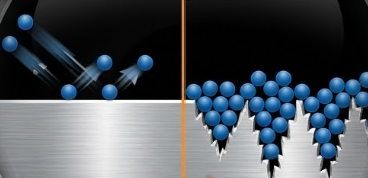
The conversion chemistry touches the metal surface and a chemical reaction happens. The top layer of the metal actually changes into a new material. It is not bare metal anymore. It is not the chemical anymore. It is something new that is part of both.
That new layer does two things:
First, it gives the powder something to bond to chemically, not just physically. The powder is not sitting on a slick surface hoping to hold on. It is bonded to a surface that was designed to hold it. We talked about surface ‘profile’ in the Stripping Deep Dive article. Blasting creates physical texture. A Conversion coating creates chemical texture.
The powder and the converted surface form a connection during cure that bare metal alone cannot provide.
Second, it acts like a shield underneath the powder. Even the best powder coat is not perfectly waterproof. Moisture can eventually get through, especially at edges, scratches and thin spots. When moisture hits bare metal under a coating, rust starts. When moisture hits a conversion coated surface under a coating, it hits the shield first, and the corrosion is dramatically slower.
Why Does Powder Coating Fail on Bare Metal?
Remember the bald tire analogy from the Strip article? A bald tire touches the road but cannot hold. Tread is what gives a tire grip. Conversion coating is the tread between the metal and the powder. Without it, the powder is riding on a surface too slick to hold it permanently.
This is why peeling is the signature failure of a skipped or failed conversion stage. The part looked right when it left the shop. It failed in the field. The customer blames the shop, and the shop blames the powder. The actual cause was a missing or inadequate conversion coating that never gave the powder anything to hold onto.
Iron Phosphate vs. Zirconium: Which Conversion Coating Fits Your Shop?
Conversion coatings in powder coating shops fall into two families: iron phosphate and zirconium. Each works differently, performs differently, and fits different shop setups.
Iron Phosphate
Iron phosphate is the traditional conversion chemistry. It has been used in powder coating shops for decades. It works by reacting with the steel surface to form a thin layer of iron phosphate crystals. That crystal layer is what provides the adhesion and corrosion benefits that bare metal alone does not.
Iron phosphate has a practical advantage that makes it popular: some formulations can clean and convert in one step. A single bath handles light contamination removal and conversion coating at the same time. For shops that want a simpler process with fewer tanks, that is a real benefit.
The limitations are real too. Iron phosphate works best on ferrous substrates. On aluminum, zinc and galvanized steel, it does not perform as well. It generates residue that has to be managed. It runs at higher temperatures, which costs energy, and it has a larger environmental footprint than newer alternatives.
For a dedicated steel shop with an established process and consistent results, iron phosphate is a legitimate choice. It is not outdated. It is proven.
Zirconium

Zirconium conversion coatings are the modern alternative. Instead of forming a crystal layer, zirconium creates an ultra-thin oxide layer that provides adhesion and corrosion resistance through a different chemical mechanism.
The practical advantages are meaningful. Zirconium runs at lower temperatures. It generates significantly less residue. It works across a wider range of substrates including steel, aluminum, zinc and galvanized. A shop running mixed metals can use one conversion chemistry instead of managing multiple processes.
In most applications, zirconium delivers equal or better adhesion and corrosion resistance compared to iron phosphate. It is not universally superior in every scenario, but for shops running varied substrates or looking to reduce operating costs and waste, it is the direction the industry has been moving for the past decade.
Zirconium systems have also been recognized for architectural and specification-grade work where iron phosphate systems are not. If your shop does any AAMA specification work or is considering it, zirconium is the chemistry family to be looking at.
Which One Fits Your Shop
Neither is universally better. The choice depends on what you are running.
The question to ask yourself: what substrates am I running, and what are my current failure rates on adhesion and corrosion? If the answers are mostly steel and low failure rates, your current process may be fine. If the answers are mixed substrates and higher failures than you want, your conversion chemistry is the first place to look.
What Is a No-Rinse Conversion Coating and When Should You Use One?
There is a third approach worth understanding: no-rinse conversion coatings.
A standard conversion process goes like this: apply the conversion chemistry, rinse off the excess, move on. The rinse normalizes whatever concentration was applied. It is forgiving.
A no-rinse conversion coating eliminates the rinse step. That means fewer tanks, less water and faster throughput. For shops with space constraints or water management challenges, that is a real advantage.
The trade-off is precision. With no-rinse chemistry, whatever goes on the part stays on the part. If the concentration is too high, you get excess residue buildup on the surface that can interfere with adhesion. If the concentration is too low, the conversion does not fully perform and the part is under-protected.
No-rinse chemistry is not a shortcut. It is a trade: fewer steps in exchange for tighter process control. It is the right choice for shops with disciplined bath monitoring and consistent application processes. It is not the right choice for high-variability environments where concentration is hard to hold.
How Do You Test If Your Conversion Coating Is Working?

Conversion coating is nearly invisible on most parts. You cannot look at a converted surface and see a thick layer the way you can see powder or primer. The coating is measured in microns, not mils. That makes it easy to skip and easy to get wrong without knowing it.
There are several ways to check.
Water break test. This is the one every shop should be doing. Rinse a converted part with clean water. If the water sheets off evenly without beading or breaking into droplets, the surface is properly cleaned and converted. If the water beads up or breaks into uneven patterns, there is contamination on the surface or the conversion coating did not cover uniformly. Five seconds. No equipment. No cost. No excuse not to do it.
Visual check. A properly converted steel surface will show a slight color change. Typically a light blue, gold, or iridescent tint depending on the chemistry. If the surface looks exactly like bare metal after the conversion stage, either the coating did not take or the concentration is too low. Not definitive on its own, but it is the first thing to look for.
Coating weight test. The most precise method. A coating weight test measures the actual thickness of the conversion layer in milligrams per square foot. It requires test panels and a measurement process, but it gives you a number you can track over time. If the number drifts, your bath chemistry is drifting. This is how production shops monitor conversion quality on an ongoing basis.
Crosshatch adhesion test. Score the cured powder coating with a grid pattern, apply tape, and remove it. If the coating comes off with the tape, adhesion is poor. This does not test the conversion stage directly, but adhesion failure on a clean, properly prepped part almost always traces back to conversion.
The water break test is where to start. If you are not testing your conversion stage regularly, you are trusting the chemistry without verifying it. That trust holds until it does not, and by then you may have shipped dozens of parts with inadequate conversion.
What Does Conversion Coating Failure Look Like?
Conversion failures have a signature. Once you know what to look for, they are hard to miss.
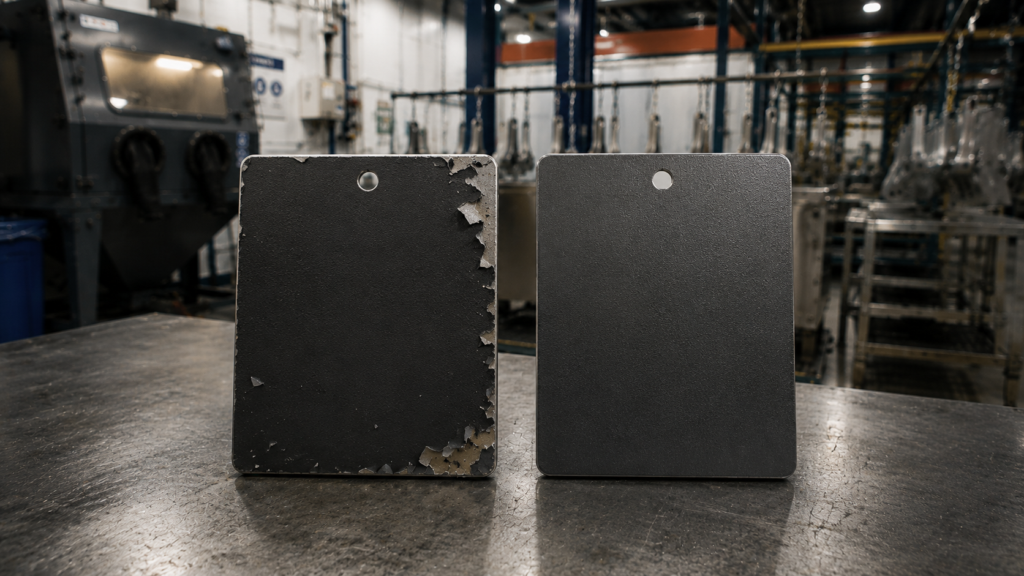
Pattern one: peeling in sheets. The coating starts letting go at the edges. It comes off in sheets rather than flaking. When you peel it back, the underside of the powder is clean, meaning it was never bonded to the surface. The metal underneath shows no corrosion yet because the part has not been in service long enough. The coating simply let go.
Pattern two: corrosion creeping under the coating. The coating holds initially, but rust develops underneath it from the edges inward. You see rust bleeding through or lifting the coating at cut edges, holes, or scratches. The powder held. The moisture got through at the weak points and found bare metal instead of a conversion layer.
Both patterns are preventable. Both trace back to the same stage. And both are invisible at the time the part leaves the shop. That is what makes conversion failures expensive. By the time you see them, the parts are in the field.
What Are the Most Common Conversion Coating Mistakes in Powder Coating?
Skipping conversion entirely. The most common and most expensive mistake. Shops that blast and coat without conversion are relying on mechanical adhesion alone. It holds for a while. Then it does not. Every peeling failure on a properly cleaned and blasted part that had no conversion coating is this mistake.
Running the bath too cold. Conversion chemistry has an operating temperature range. Below that range, the reaction slows down or does not complete. The surface looks the same. The conversion layer is inadequate. You will not know until the coating fails. Check your bath temperature against the product specification, not against what the thermostat says. Thermostats drift.
Diluting the bath too much. Chemistry gets consumed as parts go through the bath. If you are not replenishing, the concentration drops over time. A bath that converted well last month may not be converting well today. Test concentration regularly and replenish according to the product schedule.
Inadequate coverage on complex parts. In an immersion bath, the conversion coating reaches every surface the liquid touches. But if the part has air pockets, blind holes or areas where the solution cannot flow freely, those areas may not get converted. The part comes out looking uniformly converted, but the hidden areas are bare metal. Racking and orientation matter more than most shops realize.
Not rinsing properly (standard process). If you are running a standard conversion chemistry (not no-rinse), the rinse stage removes excess chemistry from the surface. Skipping the rinse or using contaminated rinse water leaves residue that can interfere with adhesion. The rinse is not optional. It is part of the process.
Assuming the bath is fine because parts look okay. Conversion coating failures do not show up immediately. A bath that is slowly losing effectiveness will produce parts that look fine leaving the shop and fail weeks later in the field. By the time you see the failures, you may have shipped dozens or hundreds of parts with inadequate conversion. The only way to catch this is regular testing, not visual inspection of finished parts.
What Does It Cost to Skip Conversion Coating?
Conversion coating adds time to the prep process. It adds a tank. It adds chemistry to manage. It adds a variable to monitor. Shops that skip it are usually doing so because the cost of adding it seems higher than the cost of not having it.
That math is wrong, and it only becomes visible over time.
A rework job costs more than the original job. Stripping a failed coating, re-prepping the part and re-coating it consumes more time, more chemistry, more powder and more oven capacity than doing the conversion stage right the first time.
A warranty call costs more than a rework. It costs the rework plus the shipping, plus the customer relationship damage, plus the time spent diagnosing and managing the complaint.
A customer who does not come back costs the most. They do not call. They do not complain. They go to another shop. You never know why. But if their parts peeled in the field and they traced it back to your work, the reason is clear to them even if it is invisible to you.
Conversion coating is not a luxury step for high-end shops. It is the math that determines whether your prep line produces work that holds or work that comes back.
Frequently Asked Questions
Conversion coating is a chemical treatment applied to the metal surface before powder coating. Unlike paint or primer, it does not sit on top of the metal. It reacts with the metal to create a new surface layer that the powder bonds to chemically. It also provides corrosion resistance underneath the coating. Without it, powder relies on mechanical adhesion alone, which fails over time.
Peeling that occurs weeks after coating almost always traces back to the conversion stage. The powder was not properly bonded to the metal because the conversion coating was skipped, applied too thin, or the chemistry was off. The coating holds initially through mechanical grip but fails once the part encounters moisture, temperature change, or physical stress.
Sandblasting creates a surface profile that helps powder grip the metal, but it does not provide the chemical bond that conversion coating creates. Adhesion and corrosion resistance are measurably better with conversion, and long-term field failures are significantly reduced. For any work that needs to hold up in service, conversion coating after blasting is the standard.
Iron phosphate is the traditional conversion chemistry, widely used on steel for decades. It can clean and convert in one step and is well understood. Zirconium is the modern alternative. It runs at lower temperatures, produces less residue, and works on a wider range of substrates including aluminum and galvanized steel. Zirconium is also recognized for architectural specification work where iron phosphate is not. Neither is universally better. The choice depends on your substrates, your line setup, and what failure patterns you are seeing.
The simplest test is the water break test. Rinse a converted part with clean water. If the water sheets off evenly without beading, the surface is properly converted. If the water breaks into droplets or uneven patterns, the conversion is incomplete or the surface is contaminated. Five seconds. No equipment. No cost.
A no-rinse conversion coating eliminates the rinse stage after conversion, which saves space, water, and cycle time. The trade-off is that concentration must be precisely controlled because whatever chemistry goes on the part stays on the part. Too much causes residue buildup. Too little provides inadequate protection. It is right for shops with disciplined bath monitoring. It is not right for high-variability environments.
It depends on the chemistry. Iron phosphate is engineered primarily for steel and does not perform as well on aluminum. Zirconium works across steel, aluminum, zinc, and galvanized, making it the more versatile option for shops running mixed substrates. If aluminum is a meaningful part of your mix, your conversion chemistry needs to handle it, not just tolerate it.
AAMA specifications require an AAMA-recognized pretreatment system as part of the complete finishing process. Iron phosphate systems are not AAMA-recognized. Zirconium-type and non-chrome conversion coatings are recognized. However, the pretreatment chemical alone does not make a part AAMA-compliant. AAMA 2603, 2604, and 2605 compliance depends on the complete coating system including cleaning, conversion, powder selection, film thickness, cure and testing. If your shop does architectural work that requires AAMA compliance, your conversion chemistry needs to be a recognized system, and the complete process needs to be tested and verified.
Like many stages of Prep, conversion coating is not the exciting part of powder coating. It is the part that determines whether the work holds up after the customer puts it in service.
If your shop is running without conversion and your coatings are holding, you may be fine. For now. But if you are seeing peeling that you cannot explain, adhesion failures that do not trace to cleaning or stripping, or corrosion developing under coatings that looked good when they left, the answer is almost certainly here.
The conversion stage is where the bond is made. Everything after it depends on what happened in it. This article is part of our Prep Like a Pro Series.
Next up: Stage 4. The step most shops do not even count as prep. Repairing what is broken and protecting what is vulnerable before powder ever touches the part.